Print by Number :: Build up management
我的工作邏輯是: By Number,
Number 可以用來做什麼?
可以用來確認印刷品質好不好(acuuracy)
可以用來引導印機師傅把品質印好。
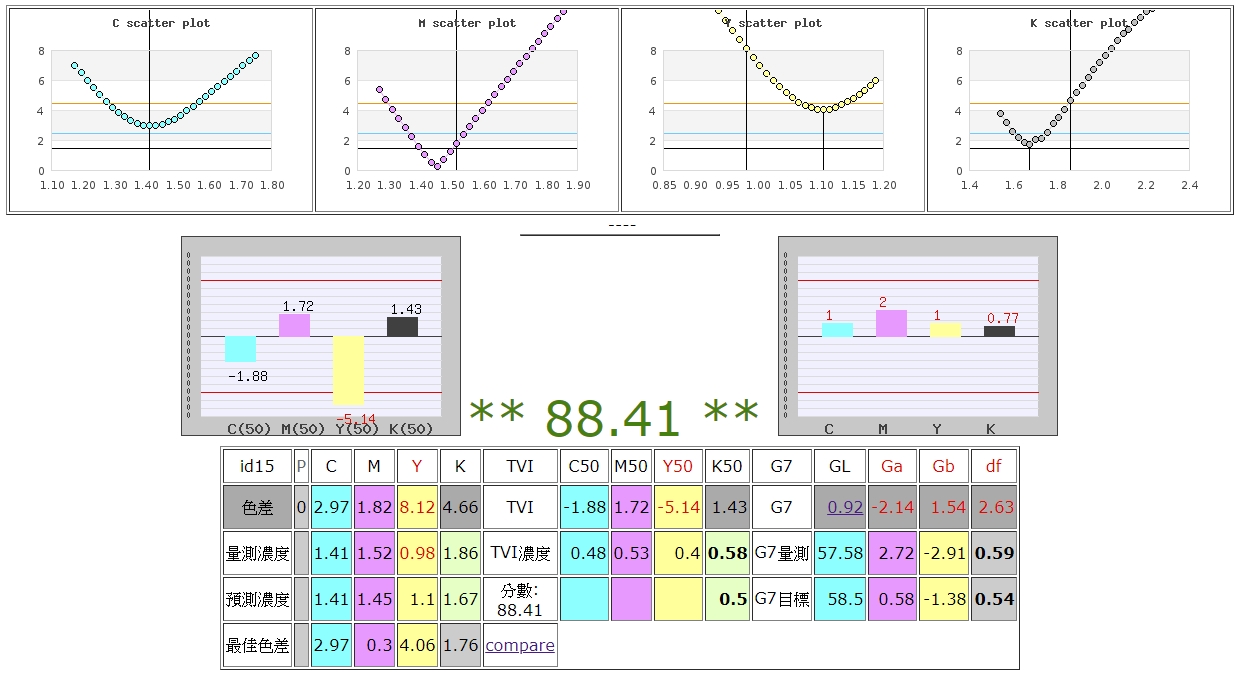
(Fig. **CT9** 由圖例可得知,CY油墨品質不太好,Y墨座下墨太輕,K墨下墨太多,M墨多了 一點點;若要把灰色塊帶到目標值,降1格C、2格M、1格Y,可讓灰色塊趨近目標值。 此圖例滿版與灰平衡指令相互衝突,一般建議取灰平衡捨滿版)
可以用來確認品質穩不穩定(consistancy)

(Fig. **CT9 歷程** 圖例顯示,此印件檢測19次,主色色差都能維持在2以內,算是穩定的生產)
可以用來評估單一印件的精確度與穩定度
可以用來評估不同印件的精確度與穩定度
可以用來評估不同機台的精確度與穩定度
可以用來評估不同師傅的精確度與穩定度
可以用來評估同一機台在不同時間的精確度與穩定度
可以用來評估同一機台在不同師傅的精確度與穩定度
可以利用數學工具來預測怎麼下墨(Beer’s Law)
可以利用數學工具來確認油墨的品質到底好不好?
可以利用數學工具來確認這個油墨的工作區間。

(Fig. **CT1** 圖例顯示,油墨品質非常好,最佳狀態可達0.43個色差;實際下墨濃度為1.33,色差為3.01,若印到1.44濃度,可達最佳色差0.43;操作區間約在1.35到1.65 之間,都可將色差維持在5以內)
可以用來比對乾墨與濕墨之間的差異

(Fig. **CT9 compare** 圖例顯示,同一樣本經過1.2天,色差變化最大可達1.66,濃度變化最大達0.02,對於印刷時是濕墨驗收時是乾墨這樣的情況是很好的參考)
可以拿來跟規格比對(PSO、G7、gmi、C9…)

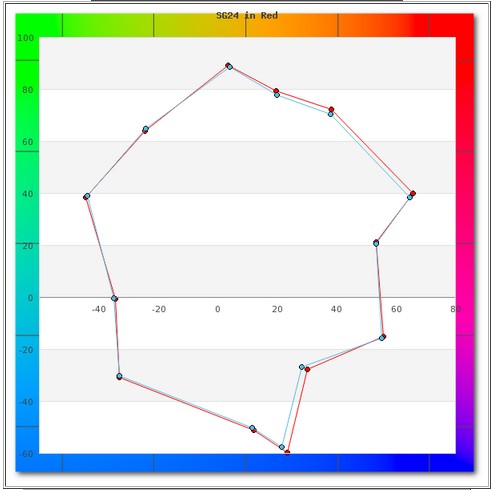
(Fig **CT23** gmi 與 C9 用同樣的23格色塊對印刷品評分)
可以用來評估噴墨印表機的墨水什麼時候才會穩定?

(Fig. **CT18 歷程** 一組紡織酸性染料墨水,同一樣本每10分鐘取數據,6次以後色差減少變動,依此邏輯,這組酸性染料墨水要在列印後60分鐘才開始其線性或icc的測量作業才會有穩定的icc品質)
可以很快的判斷設備的色域能力

(Fig. **CT12** 彩色雷射色域)

(Fig. **dptool** F2380顯示器色域)

(Fig. **CT18** 紡織酸性染料墨水色域)

(Fig. **CT12** 陶瓷釉料墨色域)
(Fig. **CC24 ** Colorchecker 相機擷取能力)
可以用來記錄ctp的穩定度。


可以在印刷品質出問題時,迅速的找出問題所在。
可以經由印機與印版的曲線比對,來找出印刷品質的問題。


(Fig. **CT21 compare** 印刷時覺得亮部黃色不夠,經比對印版與印機版調曲線,印機的網點擴張還算合理(press/plate R2=0.947),問題在於印版亮部網點不足,責任明顯在印前部門)
可以在印刷品質出問題時,經由數據的展示,把責任推到別的部門。



(Fig. **CT9** 同一套版,同一部印機,早晚兩班師傅印出不同樣貌,由數據馬上判定晚班操作不當)
可以經由印機曲線在不同時間的比對,評估橡皮布的狀況:

(Fig. **CT84**隔一個月對印機版調取樣*CT84*,在滿版濃度差異不多的情況下,版調有明顯差異,該是印機方面的問題,通常是橡皮布的問題)
** 這裡要談一下印機師傅與印前人員的一些衝突關係。普遍來講,當印刷品出了問題,老闆比較不會從印機部門下手;經常看到的處理方式是,把問題丟到印前部門,讓印前部門的人修改圖像資料去回應印刷師傅說他跟不上打樣的說法; 殊不知,衹要把數據拉出來,問題在哪裡都可以看得很清楚。
經驗上,印機部門的問題通常要多於印前部門,CTP操作的穩定度,相對於印機的穩定度是要大很多的。
**關於這個現象,一方面看到的是很多老闆叫不動印機師傅;一方面,要去動印機,它的成本是比較高的;基於這樣的情況,使得在印刷品出問題時,經常做的動作就是讓印前部門去修改圖像資料去補償印機的錯誤;這是一種負負得正的方法,某種程度是可以處理掉問題,但這樣的處理方式,它破壞了標準化的原則,是一種一直陷在修正錯誤的循環裏,是一種非常沒有效率的工作方法,
我們如果能用數據的觀點去處理問題,衹要把數據拉出來,該處理哪裡的問題就去處理哪裡的問題, 這才是標準化的意義,這樣才能在生產程序上帶來最大的效益。

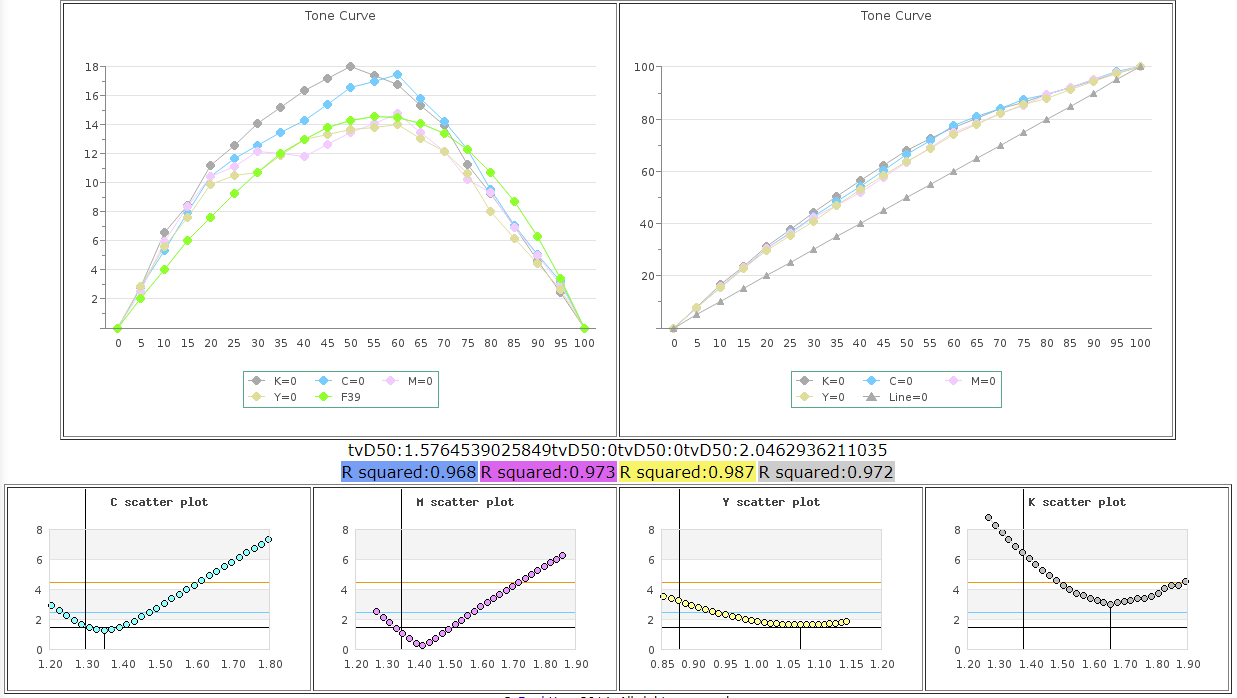
(Fig. 這是一個印機怎麼印,業務都說不對的例子(左),丟給印前修了幾次稿,還是不對;當我取得數據,依指令讓滿版的的位置歸位,讓中間調位置歸位(Fogra39),原本的稿就能印出右邊的樣子,根本不需要修稿。印刷廠經常在印不到想要的色彩時就把問題就往印前丟,其實印刷機的問題一般來講比印版的問題多,衹是往往印刷機部門的設備成本組合通常遠遠大於印前部門,於是出問題的時候,要處理問題的時候,印前部門好像比較“叫得動”,於是又陷入了負負得正的循環……還是那句話,有了數據之後,該處理哪裡就處理哪裡。)
當這些數據都全部在雲端呈現的時候
管理者可以隨時知道印刷品質的狀況。
Buyer也可以隨時知道印刷品質的狀況。

母公司可以隨時知道子公司的印刷品質狀況。
管理者可以用數字來評估師傅的工作品質。
管理者可以用數字來評估某一機台的工作品質。
Buyer可以用數字來評估某一家工廠的工作品質。
===========================================================
以上衹是一些例子,説明當我們擁有數字的時侯可以做的事情,而其能衍生的應用還非常非常的多。
這裡也要提一下,如果收取及分析一組數據,是要花掉很多精神,很多時間,或是很高的成本,那也就算了;反正就這麼做,等出了問題再來解決就好了!
但如果收取/分析數據的工具是精簡的,而累積出來的數據其效益是這麼的龐大,為什麼不花點精神去實現它呢?

Tags: Fogra PSO, idealliance g7, 印刷標準化
無迴響
 Comments RSS
Comments RSS
 TrackBack Identifier URI
TrackBack Identifier URI
No comments. Be the first.
 Leave a comment
Leave a comment
